
Vacuum Pumps
Vacuum Pumps
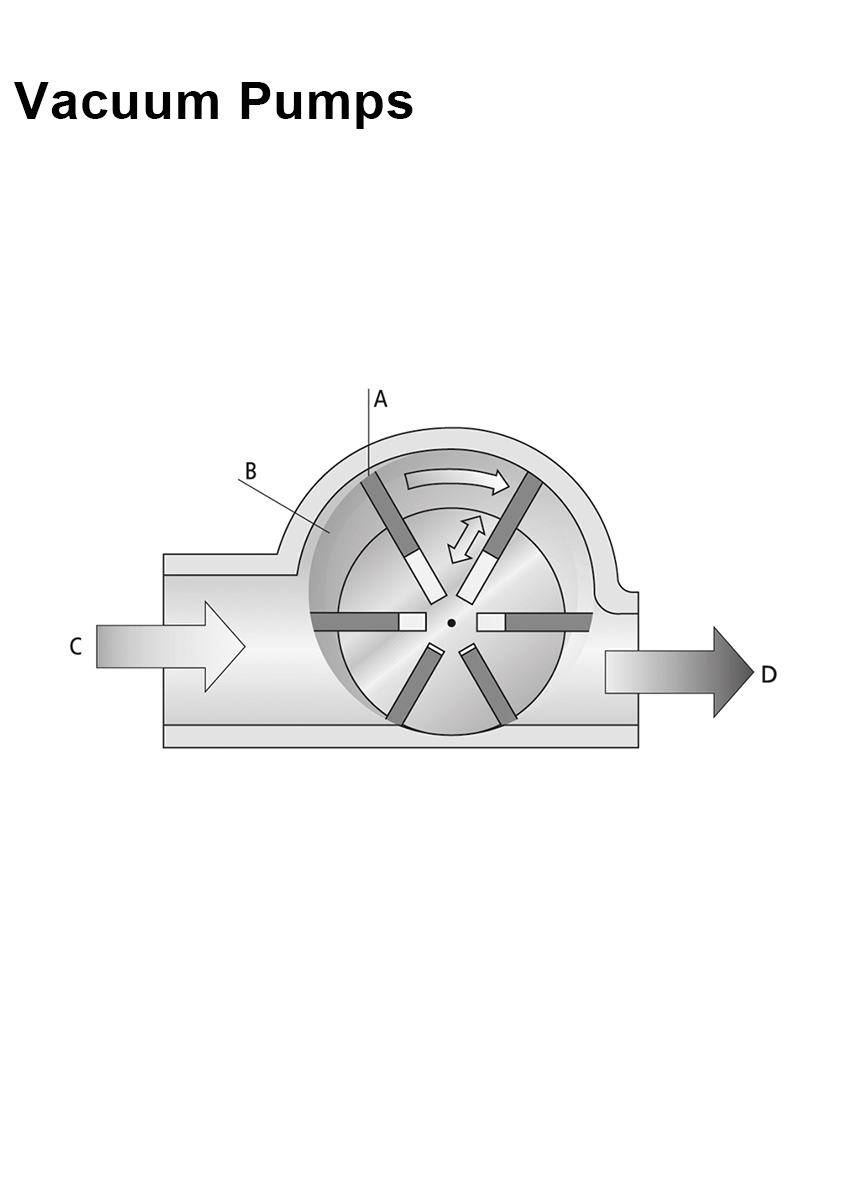
Vacuum pumps include an eccentrically mounted impeller with lamellas (A) which are pressed against the walls of the housing by centrifugal force and thus provide a seal. As the impeller rotates, the size of each chamber (B) varies. As the chamber becomes larger, the air in it expands and the pressure drops, resulting in a partial vacuum. The air is drawn in through the inlet (C), compressed and ejected through the outlet (D).
Due to their high compression factor, pumps generate a very high vacuum and according to the type, have a very high suction capacity.
Advantages of vacuum pumps
- High vacuum with high evacuation volume
- Central vacuum generation
Typical areas of application
- As central vacuum generation in gantry handling systems
- In manual vacuum handling systems
- In packaging machines
We distinguish between three basic types of vacuum pumps:
Dry-running pumps
- Universal vacuum pumps requiring little maintenance
- Used mainly as central vacuum generator in large gripping systems for handling air-tight workpieces
Oil-lubricated pumps
- Vacuum pump with extremely high vacuum level (up to 95% vacuum)
- Used in handling systems with an emphasis on low noise and low maintenance well as high vacuum, for handling air-tight workpieces
Water-ring pumps
- Vacuum pump requiring little maintenance with internal water cooling for handling air-tight workpieces
- Used especially in areas with high demands on ambient air (e.g. packaging in the food industry